
Żerdzie wiertnicze HDD
Oferowane przez firmę Marpol żerdzie wiertnicze do horyzontalnych wiertnic sterowanych przeznaczone są zarówno do wierceń obrotowych na płuczkę metodami konwencjonalnymi lub z wykorzystaniem silników wgłębnych (płuczkowych), jak również wierceń udarowych metodą sterowanych młotków pneumatycznych HDD.
Głównym zadaniem żerdzi wiertniczej HDD jest przeniesienie napędu z silnika wiertnicy sterowanej na narzędzie wiertnicze (bezpośrednio lub pośrednio) oraz doprowadzenie płuczki wiertniczej do otworu wiertniczego. Ponadto żerdzie służą do wywierania nacisku na narzędzie wiertnicze w czasie wiercenia otworu.
Żerdź wiertnicza poddana jest zazwyczaj bardzo dużym siłom o charakterze skręcająco-rozciągającym, ulega również zużywaniu się w wyniku tarcia o grunt i przepływu płuczki wewnątrz żerdzi.
Uwzględniając warunki pracy można powiedzieć, że trwałość tego elementu przewodu wiertniczego zależy od wielu czynników, w tym między innymi od takich, jak:
• wytrzymałość zmęczeniowa materiału
• wytrzymałość materiału na ścieranie
• technologia wykonania żerdzi
Trwałość żerdzi wiertniczych zależy również od sposobu pracy, czyli tak czynników, jak:
• jakość materiałów płuczkowych
• rodzaj użytych polimerów
• jakość wody
• stopień zanieczyszczenia wody
• jakość smarowania narzędzi wiertniczych
• ilość płuczki wiertniczej użytej do wykonania roboty wiertniczej
• profil trasy przewiertu
• częstotliwość nadmiernego przeginania żerdzi
• moment obrotowy
• siła ciągu lub pchania
• inne czynniki o charakterze przypadkowym
Mając na względzie tak dużą liczbę czynników (niektóre, jak widać mają charakter całkowicie przypadkowy), które faktycznie wpływają na trwałość żerdzi, nie ma sposobu, aby poddać jednoznacznej ocenie jakość żerdzi kierując się tylko tzw. opiniami użytkowników.
Ocenie można poddać tylko to, co jest mierzalne, co poddaje się konkretnemu badaniu technicznemu. Dla przykładu ocenie technicznej można poddać taki parametr, jak wytrzymałość zmęczeniową.
Wytrzymałość zmęczeniowa, czyli tzw. granica zmęczenia lub wytrzymałość trwała na zmęczenie to najwyższy poziom cyklicznego naprężenia, który nie powoduje zniszczenia próbek poddanych badaniu do umownej, granicznej liczby cykli. Na wykresie zmęczeniowym granica zmęczenia uwidacznia się w postaci części poziomej. Jedynie materiały żelazne oraz czysty węgiel wykazują efekt granicy zmęczenia. Jednak w przypadku tych materiałów efekt ten może zostać zniwelowany przez działanie środowiska korozyjnego lub zmiennej amplitudy. Inne materiały nie wykazują efektu wytrzymałości trwałej.
W polskich normach granicę zmęczenia oznacza się literą Z.
Zależnie od rodzaju obciążenia dla którego wyznaczono wartość dodaje się odpowiednie indeksy:
• r – rozciąganie;
• c – ściskanie;
• g – zginanie;
• s – skręcanie;
Zależnie od rodzaju cyklu dla którego wyznaczono wartość dodaje się odpowiednie indeksy:
• o – cykl wahadłowy;
• j – cykl odzerowy, jednostronny;
W Polsce granicę zmęczenia podaje się jako amplitudę naprężenia przy 1e7 cykli. W wielu normach europejskich można się spotkać z granicą zmęczenia podawaną w postaci zakresu naprężenia przy 2e6 cykli.
Przykładowe instytucje naukowo-techniczne zajmujące się zagadnieniem wytrzymałości zmęczeniowej:
– Katedra Mechaniki i Podstaw Konstrukcji Maszyn (Politechnika Opolska)
– Fraunhofer LBF Darmstadt.
Technologie wykonania żerdzi wiertniczych dla potrzeb HDD
Użytkownik wiertnicy sterowanej powinien, naszym zdaniem, brać pod uwagę tylko żerdzie kute i takie, które są wykonane w technologii albo zgrzewania tarciowego albo technologii „jednego kawałka”. Np. wiele żerdzi wiertniczych dostępnych na rynku to zwykłe żerdzie nie poddane jakiejkolwiek obróbce plastycznej z mufą i czopem połączonymi z rurą za pomocą zwykłego spawania. Takie żerdzie nie powinny być wybierane do wierceń HDD, ale są często stosowane do wierceń pionowych.
Kupujący żerdź chciałby znać prawdopodobnie odpowiedź, która żerdź jest lepsza – kuta i zgrzewana tarciowo czy kuta i wykonana z jednego kawałka stali? Poniżej przedstawiono dwie podstawowe metody wykonania żerdzi wiertniczych HDD:
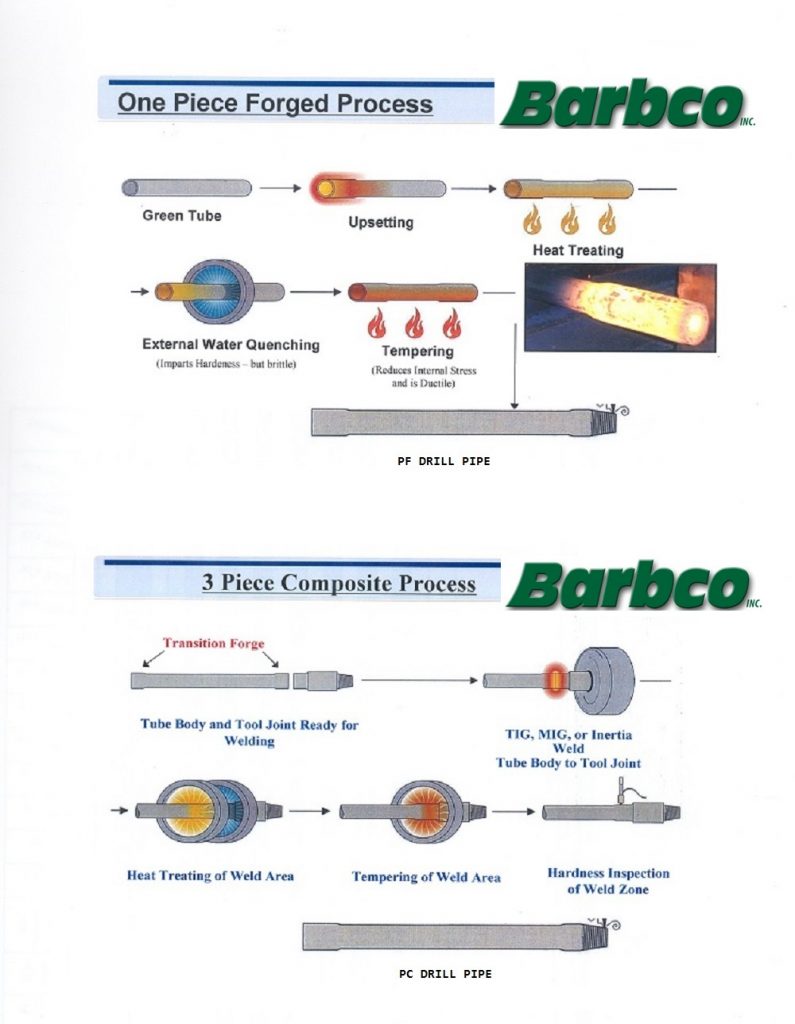
Górny schemat przedstawia proces produkcji żerdzi z jednego kawałka stali. W tym przypadku żerdź (oczywiście zawsze kuta) składa się z jednego kawałka rury, która w procesie obróbki plastycznej jest m.in. spęczniana na końcach i w tych grubszych miejscach następuje wytoczenie gwintów.
Dolny schemat przedstawia proces produkcji żerdzi (oczywiście zawsze kutej), która składa się de facto z trzech odrębnych elementów – rury oraz dogrzewanych tarciowo zworników (mufy i czopa). Warto zwrócić uwagę, że jest wiele metod łączenia zworników z calizną żerdzi, ale dla zastosowań HDD zalecaną metodą i faktycznie jedyną, jaka powinna być ewentualnie dopuszczona pozostaje metoda zgrzewania tarciowego (ang. Inertia Weld).
Manufacturing Process in English
A 1-Piece forged drill pipe is made up solely from one piece of material. This pipe has the same chemical makeup for the threaded connections and the mid-body tube with no weld zone between them. The raw material, or green tube, is saw cut to an exact calculated length to ensure proper finished length tolerances. The ends of the green tube are then heated to produce a workable material for the forging or upsetting process. The upsetting process forms the steel to create the desired outside diameter, inside diameter and tong length required for the pin and box connection. The next step is to heat-treat the entire tube to a specified grade or hardness. After the tube has been heat treated and straightened, the upset ends are precision machined and threaded. Final inspection is the last and most important step.
An inertia welded drill pipe is similar to the integral drill pipe in that the green tube is saw cut to length; upsets are forged on each end to form a thicker wall dimension, which creates a larger weld surface. With more cross-sectional area, there is more strength to that weld area. The main difference with the inertia welded drill pipe is that it is made from three separate pieces — the mid-body tube and two threaded connections or tool joints. The tool joints are commonly made up from alloy bar stock. After the bar stock has been saw cut to length, drilled and machined, they are heat treated to a specified hardness. After heat-treat, the tool joints go through a final machining, threading and inspection process. The next step is the inertia welding process. This process is a solid state welding technique that actually forges metal together without causing a melt to occur. Because there is no melt product produced during the inertia weld, there is no recast metal or grain enlargement after the weld is completed.
The mid body tube is held stationary by hydraulic clamps and the threaded tool joint is clamped in a collet chuck on a rotatable spindle. Also attached to the spindle is a flywheel of a pre-calculated weight. The weld cycle consists of the spindle being accelerated to a pre-determined speed, which is controlled electronically to shut off the drive system when the set speed is reached. This allows the mass of the rotating tool joint and spindle to be free and spinning by kinetic energy alone. At the precise time, the machine forces the tool joint and tube together causing friction at the weld interface. The pressure is maintained until all of the energy in the rotating spindle has been consumed in the weld, which in turn stops the rotation. This metal-to-metal fusion creates 100 percent weld penetration. The weld zone is then machined, heat-treated and inspected to ensure proper strength and hardness.
Dostawcy żerdzi wiertniczych HDD
Dostawcy żerdzi wykonanych w technologii One-Piece Forged twierdzą, że ta technologia ma tę podstawową zaletę, że ze względu na to, że została wyeliminowana czynność dogrzewania zworników, to żerdź jest wyjątkowo trwała; nie ma zworników, więc nie ma co się urwać. Żerdzie tego typu charakteryzują się również doskonałymi własnościami sprężystymi i możliwie małymi dopuszczalnymi minimalnymi promieniami gięcia.
Dostawcy, którzy oferują żerdzie wykonane w technologii zgrzewania tarciowego (Inertia Welded) twierdzą, że dzięki zastosowaniu na zworniki wysokiej jakości stali uzyskuje się zwiększenie wytrzymałości połączenia poszczególnych żerdzi wiertniczych i w związku z tym wydłużenie czasu ich eksploatacji.
W Stanach Zjednoczonych działa kilkudziesięciu dostawców żerdzi wiertniczych do wiertnic sterowwanych HDD. Większość z nich posiada kilkudziesięcioletnie doświadczenie i obecnie praktycznie każda żerdź wiertnicza, jaką można kupić w USA spełnia najbardziej wyśrubowane normy i wymagania pod względem jakości, jaki stawia przed nimi branża HDD. Bez obaw można zatem wyposażyć swoją wiertnicę w dowolną żerdź, jaką można pozyskać z rynku amerykańskiego. Poniżej przedstawiamy listę kilku najbardziej znanych dostawców żerdzi wiertniczych HDD w USA:
• BARBCO® Inc. USA www.barbco.com. Firma BARBCO® to znany i ceniony producent wiertnic sterowanych HDD w klasie od 10kN do 500 kN oraz wiertnic hydraulicznych poziomych. Mniejsze wiertnice w klasie od 10kN do 100kN są oferowane z żerdziami wykonanymi w technologii One-Piece Forged lub Inertia Welded a wiertnice HDD o sile ciągu powyżej 100kN są oferowane z żerdziami wykonanymi w technologii Intertia Welded. BARBCO® posiada 20 lat doświadczenia w produkcji wiertnic i żerdzi wiertniczych HDD.
Przykłady wiertnic sterowanych BARBCO®:
Zdjęcie

Model / opis
BARBCO® BD40HP-HDD, max. siła ciągu 180kN

BARBCO® BD80HP-HDD, max. siła ciągu 360kN

BARBCO® BD120HP-HDD, max. siła ciągu 540kN

BARBCO® BD250HP-HDD, max. siła ciągu 115kN

BARBCO® BD380HP-HDD, max. siła ciągu 170kN
Firma MARPOL® posiada w magazynie próbki żerdzi kompatybilnych do wielu wiertnic sterowanych Barbco®, Vermeer®, Marpol®, Ditch-Witch®, American-Auger®, Prime Drilling®, Case®, Astec Underground®, Terra®, Traco-Technik® i innych producentów.

• MELFRED BORZALL® Inc. USA www.melferdborzall.com. Firma Melfred Borzall® to czołowy dostawca narzędzi i żerdzi wiertniczych HDD o ponad 50-letnim doświadczeniu. Narzędzia i żerdzie wiertnicze dostarczane przez tę firmę cieszą się bardzo dobrą opinię na całym świecie. Firma MARPOL® posiada ponad 25-letnie doświadczenie w sprzedaży produktów firmy Melfred Borzall®, dziesiątki wiertnic sprzedanych przez firmę MARPOL® zostało wyposażonych w produkty tej firmy (również na polskim rynku).
Proces produkcji żerdzi wiertniczych i karty katalogowe firmy Melfred Borzall®:

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


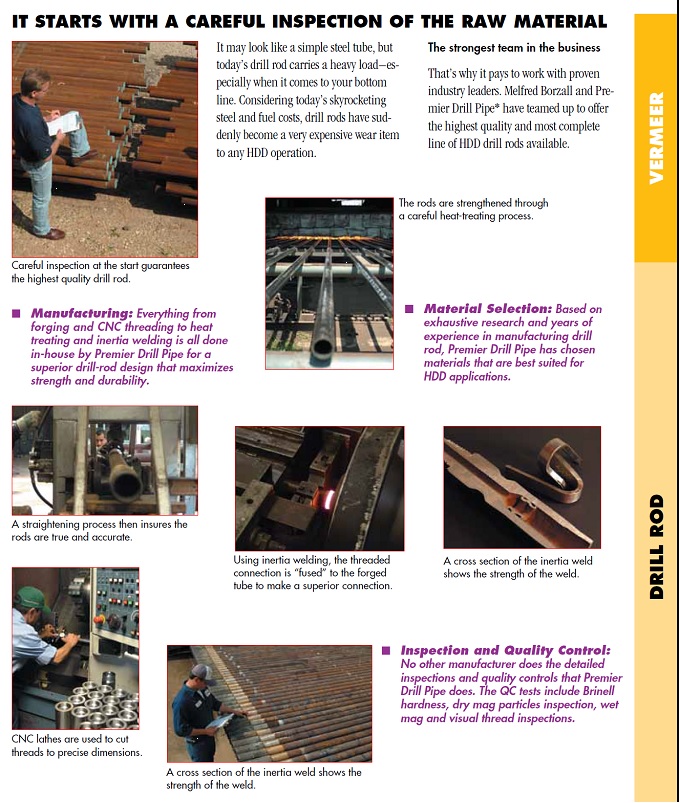
Straightening (powyżej proces prostowania rur w firmie Norris International®, która produkuje w USA żerdzie o nazwie handlowej Firestick® dla firmy Vermeer®). Upon receiving drill stems from the upsetting company, all stems are straightened using a punch unit instead of a cross roll unit. This puts the least amount of stress into the joints. https://www.norrisintl.com/trenchless/trenchless.htm .
• E&M SUPPLY GROUP® USA www.drillpipesupply.com Firma Drill Pipe Supply® specjalizuje się głównie w dostawach żerdzi w branży gazowej i naftowej. Od kilku lat firma posiada w ofercie również żerdzie do wiertnic sterowanych HDD. Wysoka jakość wykonania żerdzi i duży magazyn to atuty tego dostawcy.
• SUPERIOR DRILLPIPE MANUFACTURING® USA www.superiordrillpipe.com to znany dostawca żerdzi wiertniczych HDD działający na rynku amerykańkim od 2007 roku. Firma specjalizuje się w dostawach żerdzi wiertniczych HDD o średnicach od 2-7/8” do 7-5/8” w standardach wykonania E, X, G, S oraz SS w długościach Range 2 i Range 3.


Z opisu zamieszczonego na stronie internetowej tego dostawcy wynika, że rury do produkcji żerdzi i łączniki są dostarczane przez doświadczonych dostawców o wieloletnim doświadczeniu z dzięki temu finalny produkt oferowany przez Superior Drillpipe® spełnia wysokie wymagania branży wiertniczej HDD.
Kopia tekstu w języku angielskim ze strony internetowej firmy Superior Drill Pipe®:
“The life of the drill string is maximized by designing pipe that is resistant to fatigue. Fatigue stress is primarily concentrated in areas where there is a sudden change in geometry. In drill pipe this is the upset area adjacent to the tool joint weld. It consists of a transition from the thin cross-sectional area of the drill pipe body to the thick cross-sectional area of the tool joint. The longer and smoother the manufacturer can make the upset transition area the better it is for resisting stress concentrations. This is done by making the transition zone between the body of the pipe and the tool joint as smooth and gradual as possible. Using the company’s special upsetter, Superior Drillpipe® is able to manufacture an extended internal upset with a shallow run-out angle that blends seamlessly into the pipe body’s internal diameter. This greatly improves the pipe’s performance and helps to ensure it will not fail in this stress prone region. To reduce fatigue even further, Superior Drillpipe® also grinds both the internal and external diameters of the assembled pipe adjacent to the weld line”.
• COLLI DRILL® Włochy www.collidrill.it. Firma Colli Drill® to znana na rynku włoska firma zajmująca się profesjonalnie dostawą żerdzi wiertniczych HDD od 1988 roku. W ofercie tego dostawcy znajdują się żerdzie wykonane w technologii zgrzewania tarciowego (Inertia Welded). Katalog żerdzi wiertniczych HDD – praktycznie do każdej wiertnicy sterowanej, jaka znajduje się na europejskim rynku – można pobrać ze strony producenta – http://www.collidrill.it/home/#catalogo/page1.
Proces produkcji żerdzi wykonanych w technologii kucia z końcówkami zgrzewanymi tarciowo (Colli Drill® Włochy):


Płyta sterująca z zębami:

Głowica wiertnicza kompatybilna do wiertnic Vermeer® D24x40 i D36x50:

Adapter przedni głowicy wiertniczej:

Tuleja 6-kątna długa z napawanymi guzami (kompatybilne do maszyn Ditch-Witch® będą to tuleje 8-kątne):

Żerdź startowa kompatybilna do wiertnic Vermeer®D24x40 / D36x50 (w ofercie mamy osprzęt kompatybilny również do Ditch-Witch®):

Barbco® is a registered trademark of Barbco Inc. East Canton, OH, USA
Case® is a registered trademark of CNH America LLC, Racine, WI, USA
Astec® is a registered trademark of Astec Underground, Loudon, TN, USA
Toro® is a registered trademark of The Toro Company, Bloomington, MN, USA
American Augers® is a registered trademark of Charles Machine Works, West Salem, OH, USA
Ditch Witch® is a registered trademark of Charles Machine Works, Perry, OK, USA
Universal® HDD is a registered trademark of Universal Horizontal Directional Drilling, Lake Zurich, IL USA
Vermeer® is a registered trademark of Vermeer Corporation, Pella, Iowa USA
Melfred Borzall® is a registered tradmark of Melfred Borzall, Inc., Santa Maria, CA USA
Colli Drill® is a registered tradmark of Colli Drill S.p.a., Roma, Italy
Superior Drillpipe® is a registered tradmark of Superior Drillpipe Manufacturing, Houston, TX USA
E&M Supply Group® is a registered tradmark of E&M Supply Group, Breax Bridge, LA USA
Firestick® is a registered trademark of Vermeer Corporation, Pella, Iowa USA